- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Figyelmet érdemlő ügyek a LED-csőházak alumíniumprofiljainak extrudálása előtt
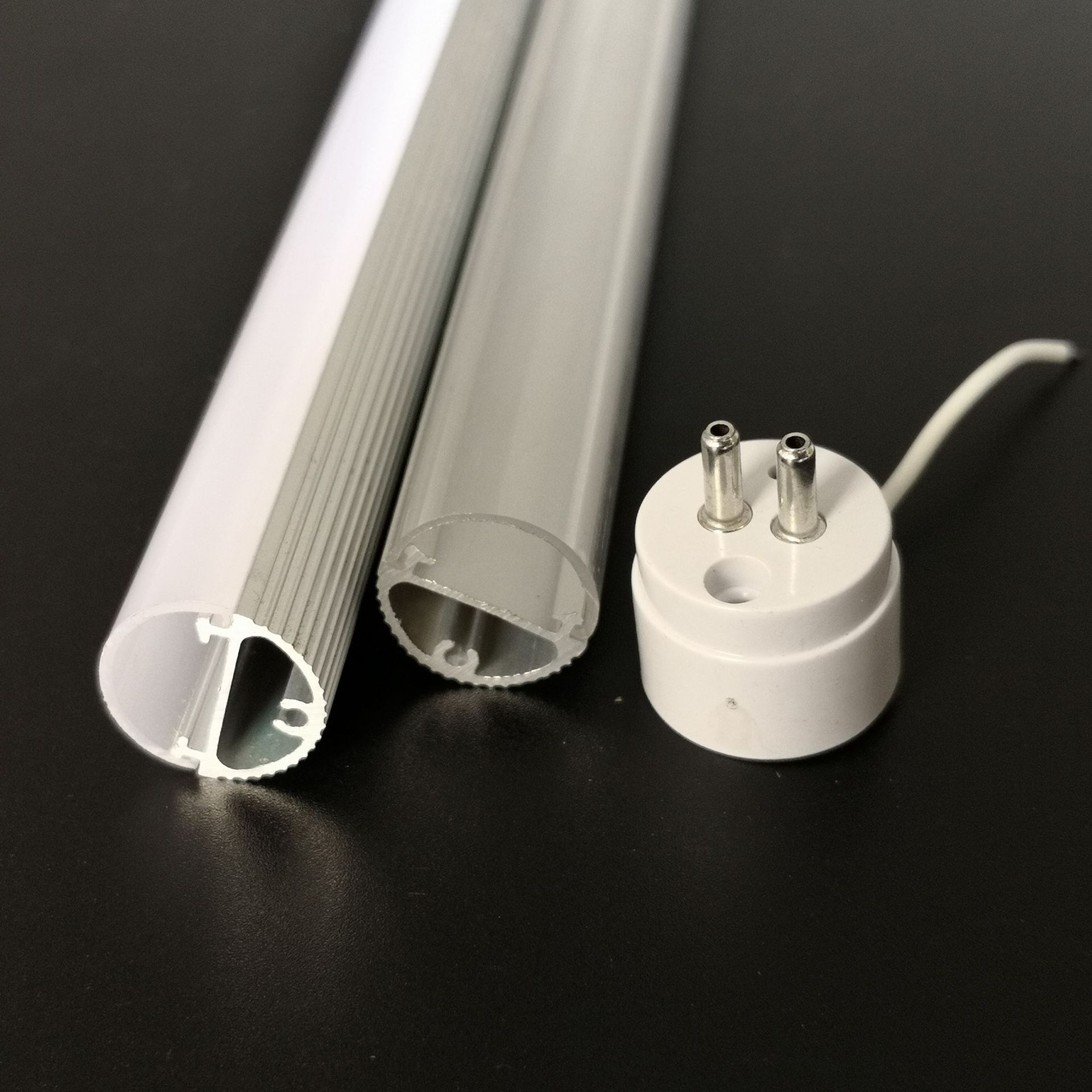
A JE cég minden nap sok alumínium profilt extrudál a gépen. Kíváncsi arra, hogy cégünk hogyan biztosítja az alumínium extrudálás minőségét és stabilitását? Valójában az extrudálási folyamat minden lépése nagyon fontos. Ma a szerkesztő bemutatja Önnek a JE cégünk alumíniumextrudálása előtti óvintézkedéseket:
(1) Használjon fejlett műszereket a forma méretpontosságának, keménységének és felületi érdességének online és off-line észlelésére. Az átvizsgáláson és átvételen átesett formákat nyilvántartásba veszik, a raktárba helyezik és a polcra helyezik, majd használatkor kiveszik a szerszámlyuk polírozására szolgáló munkaszalagot, és összeszerelik az elterelő formát, profilformát és formabetétet, meg kell vizsgálni, és a helyesség megerősítése után a gépbe küldeni fűtésre;
(2) Az alumíniumprofil extrudáló szerszám és a szerszám hevítési hőmérséklete a gép meghatározása előtt: extrudáló henger: 400-450 °C, extrudáló párna: 350 °C, vágóbetét: 350-400 °C, lapos szerszám: 450- 470 °C, hasított forma: 460~480 °C, a tartási időt a forma vastagsága alapján számítják ki (1,5~2 perc/mm);
(3) Az alumíniumprofil extrudáló szerszám és a szerszám hevítési ideje a kemencében nem haladhatja meg a 10 órát. Ha az idő túl hosszú, a szerszámfurat munkaszalagja könnyen korrodálódik vagy deformálódik;
(4) Az alumíniumötvözet profilok extrudálásának kezdeti szakaszában a nyomást lassan kell alkalmazni, mert az ütési erő valószínűleg penészblokkolást okoz. Ha a forma eltömődött, azonnal állítsa le a gépet, hogy elkerülje a szerszámfurat munkaszalagjának összenyomódását.
A JE LED-csőházak gyártására szakosodott gyár, további csőházakért kérjük, olvassa el:
https://www.jeledprofile.com/led-tube-housing
További részletekért forduljon:sales@jeledprofile.com
Tel/Whatsapp/Wechat: 0086 13427851163