- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Óvintézkedések alumínium profil extrudáló formák - az első rész
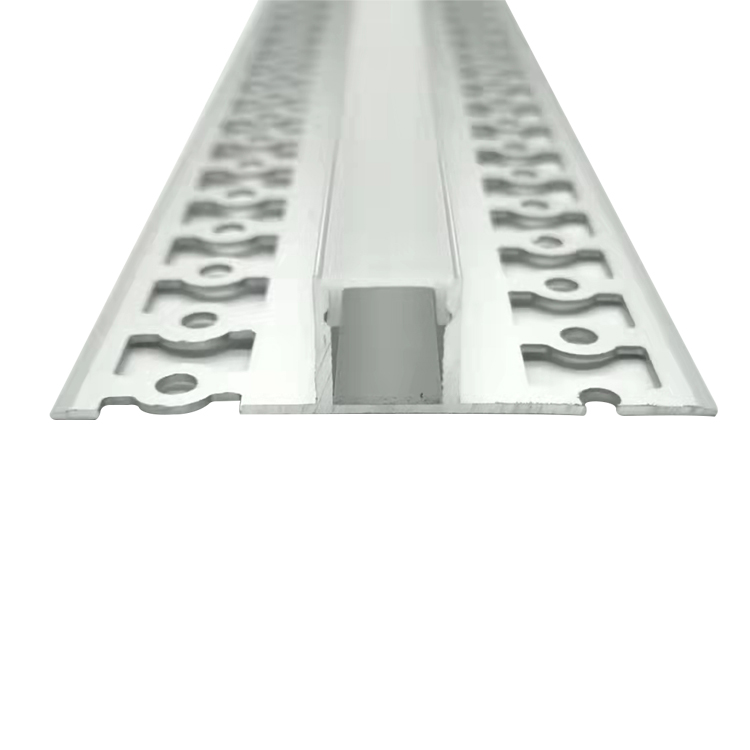
Ezek az óvintézkedések első részealumínium profil extrudálásformák.
(1) Használjon fejlett műszereket a forma méretpontosságának, keménységének és felületi érdességének online és offline észlelésére. Az átvizsgáláson és átvételen átesett formákat nyilvántartásba veszik és a raktár polcaira helyezik. Használat közben vegye ki a polírozó szerszám lyuk munkaszalagját, és szerelje össze és ellenőrizze a vezetőformát, a profilformát és a formabetétet. Ha bebizonyosodott, hogy helyesek, küldje el őket a géphez fűtésre;
(2) Fűtési hőmérsékleti követelmények, mielőtt az alumíniumprofil extrudáló szerszámot a gépre helyezik: extrudáló henger: 400–450 ℃, extrudáló betét: 350 ℃, vágóbetét: 350–400 ℃, lapos szerszám: 450–470 ℃, osztott szerszám : 460~480℃, a tartási időt a forma vastagsága szerint számítjuk (l,5~2 perc/mm);
(3) Az alumíniumprofil extrudáló szerszám hevítési ideje a kemencében nem haladhatja meg a 10 órát. Ha az idő túl hosszú, a szerszámlyuk munkaszalagja könnyen korrodálódik vagy deformálódik;
A JE LED-es alumínium extrudálási profilokra szakosodott gyár, további részletekért tekintse meg:
www.jeledprofile.com
Vagy vegye fel a kapcsolatot: sales@jeledprofile.com
Tel/Whatsapp/Wechat: 0086 13427851163