- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

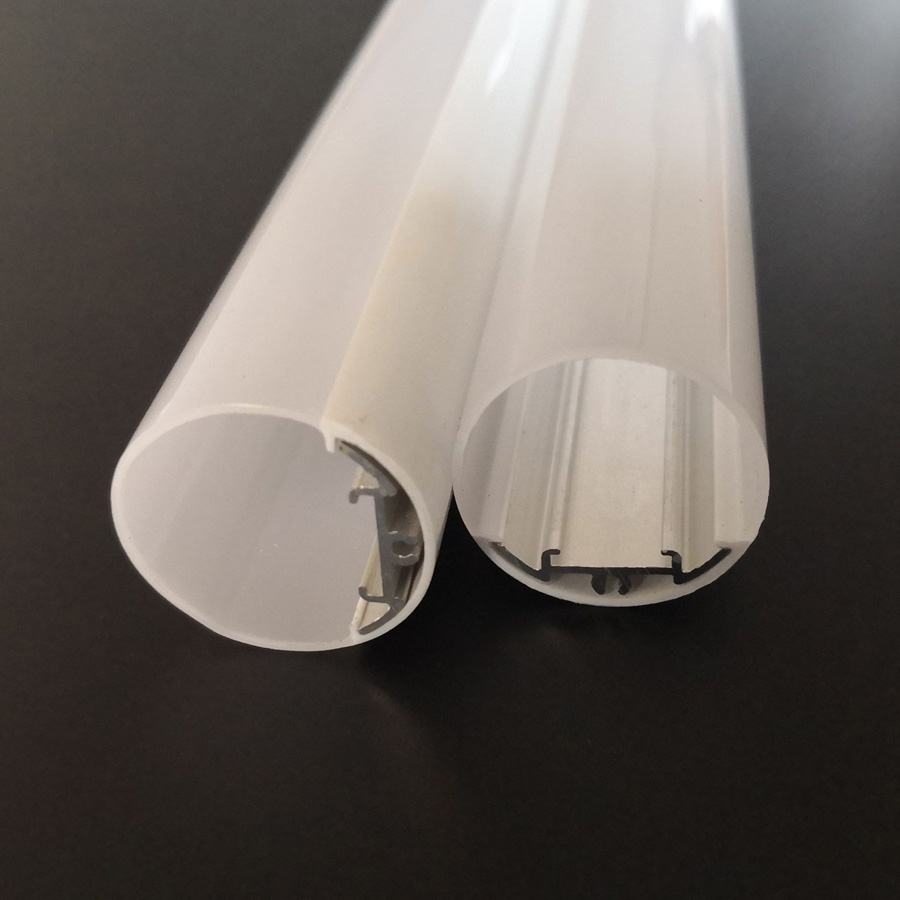
A led alumínium profilhéj felületi sérülésének okai és megoldásai
A felületi károsodás okai és megoldásailed alumínium profilhéj
Manapság egyre szélesebb körben alkalmazzák életünkben az alumínium anyagokat, és az alumíniumhéj anyagok ára mérsékelt, a piaci eladások pedig nagyon jók. Az alumínium profilhéjak és alumíniumötvözetek a legszélesebb körben használt fémek az acél anyagok után. Szerkezeti anyag az acélhoz képest. Az alumínium fő előnyei a könnyű súly és a korrózióállóság. Az alumínium az acél sűrűségének csak körülbelül egyharmada.
Az alumínium és az alumíniumötvözetek számos nyilvánvaló előnnyel rendelkeznek, mint mérnöki anyagok; mint például a jó hőátadás és elektromos vezetőképesség, erős ütéselnyelés és fényvisszaverés stb., az alumínium és alumíniumötvözetek szintén kiváló alakíthatósággal és hegeszthetőséggel rendelkeznek; az alábbiak Az alumínium profilhéj felületi sérülésének okai és az alumínium profilhéj felületi sérülésének okai a Hongfa Shunda által összefoglalva a következők:
1. A tuskó felületén a tuskó eltévedt vagy elkülönült. Ha nagy mennyiségű szegregáció lép fel a tuskó felületén, és az egyenletes kezelési vagy homogenizációs kezelési hatás nem jó, akkor bizonyos számú keményfém-részecske van a tuskóban. Amikor a fém átfolyik az extrudálási folyamaton. A munkaterületen végzett munka során ezek a leválasztott úszók vagy keményfém részecskék a munkaszalag felületéhez tapadnak, vagy a munkaszalag sérülését okozzák, ami végül karcolódáshoz vezet a profil felületén.
2. Amikor a villarúd a profilt a kisülési pályáról az ingára küldi, a profil megkarcolódik a túlzott sebesség miatt.
3. Az ürítőcsatornán vagy az ingán a szabaddá vált fém- vagy grafitcsíkokban kemény zárványok vannak, amelyek felületi karcolásokat okoznak a profillal való érintkezéskor.
4. A szerszámüregen vagy a munkaszalagon különféle anyagok találhatók, és a munkaszalag keménysége alacsony, így a munkaszalag felülete megsérül és megkarcolódik az extrudálási folyamat során.
Megoldás az alumínium héj felületi sérülésére:
1. Erősítse meg az acélöntvények minőségének ellenőrzését.
2. A gyártási folyamat során óvatosan tegye félre, és próbálja meg elkerülni, hogy tetszés szerint húzza vagy lapozgassa.
3. Puha filc segítségével válassza le a profilt a segédszerszámoktól, hogy minimalizálja a profil és a segédszerszámok érintkezési sérülését.
4. Javítsa az alumínium profilhéj-feldolgozási formák karbantartási minőségét, rendszeresen végezzen penésznitridálást, és szigorúan hajtsa végre a nitridálási folyamatot.
Manapság egyre szélesebb körben alkalmazzák életünkben az alumínium anyagokat, és az alumíniumhéj anyagok ára mérsékelt, a piaci eladások pedig nagyon jók. Az alumínium profilhéjak és alumíniumötvözetek a legszélesebb körben használt fémek az acél anyagok után. Szerkezeti anyag az acélhoz képest. Az alumínium fő előnyei a könnyű súly és a korrózióállóság. Az alumínium az acél sűrűségének csak körülbelül egyharmada.
Az alumínium és az alumíniumötvözetek számos nyilvánvaló előnnyel rendelkeznek, mint mérnöki anyagok; mint például a jó hőátadás és elektromos vezetőképesség, erős ütéselnyelés és fényvisszaverés stb., az alumínium és alumíniumötvözetek szintén kiváló alakíthatósággal és hegeszthetőséggel rendelkeznek; az alábbiak Az alumínium profilhéj felületi sérülésének okai és az alumínium profilhéj felületi sérülésének okai a Hongfa Shunda által összefoglalva a következők:
1. A tuskó felületén a tuskó eltévedt vagy elkülönült. Ha nagy mennyiségű szegregáció lép fel a tuskó felületén, és az egyenletes kezelési vagy homogenizációs kezelési hatás nem jó, akkor bizonyos számú keményfém-részecske van a tuskóban. Amikor a fém átfolyik az extrudálási folyamaton. A munkaterületen végzett munka során ezek a leválasztott úszók vagy keményfém részecskék a munkaszalag felületéhez tapadnak, vagy a munkaszalag sérülését okozzák, ami végül karcolódáshoz vezet a profil felületén.
2. Amikor a villarúd a profilt a kisülési pályáról az ingára küldi, a profil megkarcolódik a túlzott sebesség miatt.
3. Az ürítőcsatornán vagy az ingán a szabaddá vált fém- vagy grafitcsíkokban kemény zárványok vannak, amelyek felületi karcolásokat okoznak a profillal való érintkezéskor.
4. A szerszámüregen vagy a munkaszalagon különféle anyagok találhatók, és a munkaszalag keménysége alacsony, így a munkaszalag felülete megsérül és megkarcolódik az extrudálási folyamat során.
Megoldás az alumínium héj felületi sérülésére:
1. Erősítse meg az acélöntvények minőségének ellenőrzését.
2. A gyártási folyamat során óvatosan tegye félre, és próbálja meg elkerülni, hogy tetszés szerint húzza vagy lapozgassa.
3. Puha filc segítségével válassza le a profilt a segédszerszámoktól, hogy minimalizálja a profil és a segédszerszámok érintkezési sérülését.
4. Javítsa az alumínium profilhéj-feldolgozási formák karbantartási minőségét, rendszeresen végezzen penésznitridálást, és szigorúan hajtsa végre a nitridálási folyamatot.